Description
Not sure which unit fits? Get the free sizing guide →
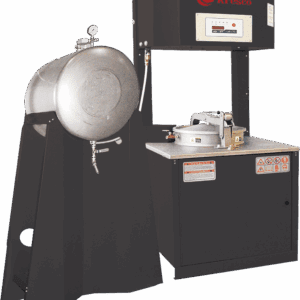
SR120 Solvent Recycler
30-Gallon / 120 Liter Class I, Division I Solvent Reclaim System
Industrial Solvent Recovery for High-Volume Applications
The SR120 Solvent Recycler is a 30-gallon (120-liter) batch-type solvent distillation system engineered for safe, automated on-site solvent recovery in demanding industrial environments. Designed for facilities with higher solvent throughput requirements, the SR120 delivers reliable solvent reclamation while meeting the highest hazardous-location safety standards.
Certified for Class I, Division I, Group D environments, the SR120 is ideal for reclaiming flammable and combustible solvents while reducing solvent purchases, hazardous waste disposal, and environmental liability.
Key Features
-
30-gallon / 120-liter working capacity
-
Batch solvent distillation process
-
Electrically heated thermal oil jacket
-
PLC-controlled automatic operation
-
Explosion-proof electrical components
-
Automatic cool-down cycle for safer residue removal
-
Designed for continuous industrial duty
Construction & Materials
-
Jacketed distillation vessel for uniform heat transfer
-
Powder-coated steel base and frame
-
304 stainless steel wetted parts and piping
-
Air-cooled copper condenser with 1 HP motor
-
Integrated dirty-solvent loading pump
-
Clean-solvent transfer pump
-
Self-contained heating system for simplified installation and certification
Automation & Controls
-
PLC microprocessor control with operator interface
-
Automatic batch operation
-
Self-diagnostic fault monitoring
-
RTD temperature sensors monitoring:
-
Thermal oil
-
Sludge
-
Reclaimed solvent
-
-
High-level float switch protection
-
Programmable operating parameters
-
Automatic 1-hour cool-down mode
Heating System
-
Electrically heated thermal oil system
-
(3) explosion-proof heaters totaling 15 kW
-
Operating temperature range: 100°F – 390°F (40°C – 200°C)
-
Controlled oil circulation optimizes heat transfer for solvent recovery
Safety & Certifications
-
Class I, Division I, Group D certified
-
Certified to UL 2208
-
CSA & UL approved electrical components
-
Designed for environments with flammable solvent vapors present under normal operation
-
Explosion-proof motors, heaters, and controls
Electrical & Utility Requirements
Electrical
-
480 Volt
-
3-phase
-
50/60 Hz
-
25 amps
Compressed Air
-
90–120 PSI
-
Clean, dry, oil-free air
-
15 CFM peak usage
-
Required for pumps, valves, and optional systems
System Dimensions & Footprint
-
Approximate footprint: 46” D × 73” W × 85” H
-
Approximate weight: 990 lbs
-
Indoor installation required
Typical Applications
-
Industrial parts cleaning
-
Paint and coatings operations
-
Manufacturing & MRO facilities
-
Printing and graphics
-
High-volume solvent-based cleaning processes
Available Options & Accessories
-
Pneumatic venturi vacuum system
-
Stainless steel condenser upgrade
-
Automatic solvent fill system
-
Overfill protection for vacuum tank
-
External light tower status indicator
-
Nitrocellulose protection system
-
Plastic liner bags (2 mil or 3 mil)
-
Sludge removal basket
-
Crane system for residue handling
-
Quick oil cooling system
-
High-temperature distillation kit
-
Automatic sludge discharge system
-
Start-up and spare parts kits
-
On-site start-up supervision and training
Options are configured based on solvent type, safety requirements, and throughput needs.
Request a Quote
Each SR120 Solvent Recycler is configured to the specific solvent and application requirements.
Contact SolventRS to discuss solvent compatibility, safety options, and system configuration.
ISTpure-SR120-180-240-Data-Sheet
ISTpure-SR120-180-240-Solvent-Recyclers-Brochure
Part of your finishing line: Clean guns and reclaimed solvent start with good surface prep. Explore abrasive blasting for paint prep, and see how blasting, spray gun washing, and solvent recycling connect in From Blasting to Painting.